 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


تحسين التحكم في درجة الحرارة لمضاعفة كفاءة عملية البثق ذات اللولب المزدوج
نينغبو فانجلي التكنولوجيا المحدودةهو أالشركة المصنعة للمعدات الميكانيكيةمع أكثر من 30 عامًا من الخبرةمعدات بثق الأنابيب البلاستيكية, حماية البيئة الجديدة ومعدات المواد الجديدة. منذ تأسيسها، تم تطوير Fangli بناءً على متطلبات المستخدم. من خلال التحسين المستمر والبحث والتطوير المستقل على التكنولوجيا الأساسية وهضم واستيعاب التكنولوجيا المتقدمة وغيرها من الوسائل، قمنا بتطويرهاخط بثق الأنابيب البلاستيكية, خط بثق الأنابيب PP-R, خط بثق أنابيب الغاز/إمدادات المياه PEوالذي أوصت به وزارة البناء الصينية لاستبدال المنتجات المستوردة. لقد حصلنا على لقب "العلامة التجارية من الدرجة الأولى في مقاطعة تشجيانغ".
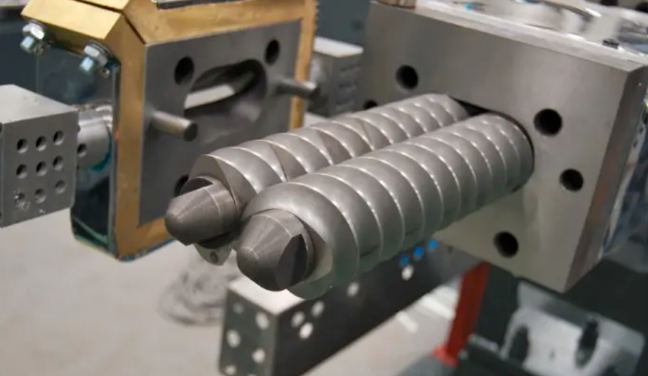
يعد البثق المزدوج اللولب أحد العمليات الرئيسية في معالجة البوليمر. يعتمد التشغيل المستقر وجودة المنتج النهائي بشكل كبير على التحكم الدقيق في العملية، مع كون التحكم في درجة الحرارة هو جوهرها.
نظرًا لتعقيد نماذج المعدات، والتكوينات اللولبية، وتنوع المواد، غالبًا ما يتم استخلاص معلمات العملية المثالية من التجارب طويلة المدى والخبرة المتراكمة. يقدم ما يلي مقدمة موجزة للعديد من العوامل الرئيسية المتعلقة بدرجة الحرارة في عملية البثق ذات اللولب المزدوج.
01 درجة حرارة عملية البثق
يجب مراعاة العديد من العوامل عند تصميم درجة حرارة عملية البثق. الاعتبار الأساسي هو أعلى نقطة انصهار بين مكونات المواد. على سبيل المثال، في خليط البولي بروبيلين الرئيسي، يكون حامل البولي بروبيلين لديه أعلى نقطة انصهار عند 170 درجة مئوية، وبالتالي يتم ضبط درجات حرارة العملية لكل منطقة على حوالي 170 درجة مئوية. وبطبيعة الحال، يمكن أن يختلف هذا تبعا لطريقة التسخين؛ تختلف درجات الحرارة بين التسخين بالمقاومة والتسخين بالحث الكهرومغناطيسي، وعادةً ما يكون الأخير أقل.
ثانياً، ترتبط درجة حرارة العملية بحجم المعدات وسرعة الإنتاج. يتطلب الإنتاج الأعلى مزيدًا من الحرارة لتليين المادة وإذابتها، مما يستلزم درجة حرارة أعلى للعملية. تم تصميم درجة الحرارة أيضًا بشكل جزئي بناءً على احتياجات النقل والقص. تعمل درجة الحرارة المرتفعة على تقليل لزوجة المادة وقوة القص، بينما تؤدي درجة الحرارة المنخفضة إلى زيادة اللزوجة وقوة القص. يجب أن تأخذ التعديلات على درجة حرارة العملية أيضًا في الاعتبار الخصائص الفيزيائية الأخرى للمادة، مثل اللزوجة.
02 درجة حرارة تغذية الحلق
إن مفتاح ضبط درجة حرارة حلق التغذية هو منع المواد من الالتصاق بالمسمار، مما قد يعيق التغذية الطبيعية. للسماح للمادة بالذوبان مبكرًا من أجل تشتت القص، يجب أن تكون درجة حرارة حلق التغذية قريبة من نقطة انصهار الناقل قدر الإمكان دون التسبب في الالتصاق. في بعض التركيبات، توجد إضافات ذات درجة انصهار منخفضة بكميات صغيرة جدًا. حتى لو ذابت، فإنها لا تؤثر بشكل كبير على نقل المواد بشكل عام، لذلك تأثيرها على درجة حرارة العملية يكون ضئيلًا.
ومع ذلك، تحتوي بعض التركيبات على العديد من المواد ذات الوزن الجزيئي المنخفض. يمكن أن تؤدي درجات الحرارة المرتفعة قليلاً، جنبًا إلى جنب مع الحرارة المنقولة من مناطق التسخين السفلية عبر المسمار، إلى ذوبان هذه المواد قبل الأوان عند حلق التغذية، مما يؤدي إلى التصاق المواد وفشل التغذية. لذلك، أثناء التسخين قبل بدء التشغيل، يجب الحفاظ على منطقة التغذية عند درجة حرارة منخفضة. قد يلزم تنشيط التبريد للحفاظ على درجة الحرارة المنخفضة هذه. وإلا، فقد تحدث مشكلات في انزلاق المسمار والتغذية بعد بدء التشغيل. لتجنب حدوث خلل في بدء التشغيل، غالبًا ما يكون من الأفضل ضبط درجات الحرارة مبدئيًا بشكل تقليدي ثم خفض درجة حرارة منطقة التغذية بعد بدء التشغيل.
03 درجة حرارة منفذ التهوية
تحتاج درجة حرارة منفذ التهوية عمومًا إلى تقليلها بشكل مناسب. من الناحية النظرية، لمنع تدفق الذوبان بسهولة إلى الخارج والتسبب في نزيف فتحة التهوية، يجب تعديل درجات الحرارة في كل من المنطقة قبل فتحة التهوية وبعدها. يضمن هذا التعديل تدفق المواد للأمام بسهولة ولكن يواجه صعوبة في التدفق لأعلى وخارج منفذ التهوية. ومع ذلك، في ظل ظروف التدفق المستقر والسريع والتشتت الجيد وضغط الذوبان المنخفض، قد لا يكون من الضروري إجراء تعديلات خاصة على درجة حرارة منفذ التهوية. وبالتالي، فإن العديد من المشغلين لا يعيرون اهتمامًا كبيرًا لهذه المعلمة.
04 درجة حرارة قسم الخلط
يعد قسم الخلط منطقة مهمة في إنتاج الأصبغة الرئيسية ذات اللولب المزدوج. ويرتبط التحكم في درجة الحرارة بمتطلبات قوة القص. وظيفتها الرئيسية هي تشتت القص للأصباغ، وترتبط قوة القص بشكل وثيق بدرجة الحرارة: درجة الحرارة المرتفعة بشكل مفرط تقلل من لزوجة الذوبان وقوة القص. تؤدي درجة الحرارة المنخفضة بشكل مناسب إلى زيادة اللزوجة، مما يؤدي إلى تشتت القص بشكل أفضل. غالبًا ما يؤثر حجم قوة القص بشكل مباشر على تيار المحرك الرئيسي. لذلك، يقوم المشغلون ذوو الخبرة بضبط درجة حرارة العملية في هذه المنطقة بناءً على التغيرات في تيار المحرك الرئيسي.
05 يموت الرأسدرجة حرارة
تصميم درجة حرارة رأس القالب: عندما يدخل المصهور إلى رأس القالب ويكون على وشك أن يتم بثقه للتكوير (سواء عن طريق تكوير الخيوط، أو حلقة الماء، أو التكوير تحت الماء)، يجب تقليل درجة الحرارة بشكل مناسب بشكل عام. يمكن للاختبار تحديد درجة حرارة البثق، مع ملاحظة اختلافها عن درجة حرارة الذوبان داخل البرميل. علاوة على ذلك، إذا تم تجهيزه بمبدل شاشة سريع الحركة، فغالبًا ما ترتبط مدة ونجاح عملية تغيير الشاشة باللزوجة ومعدل تدفق الذوبان، والذي يمكن إدارته عن طريق ضبط درجة حرارة رأس القالب.

العوامل المؤثرة الأخرى خارج درجة الحرارة
06 التحكم في سرعة وحدة التغذية
يؤثر التحكم في سرعة وحدة التغذية بشكل مباشر على الإخراج. أثناء الإنتاج المستقر، معدل البثق يساوي معدل التغذية. يؤدي تغيير سرعة وحدة التغذية إلى تغيير الإخراج ويؤثر في نفس الوقت على العملية. تؤدي زيادة سرعة وحدة التغذية إلى إضافة المزيد من المواد إلى المسمار، مما يؤدي إلى خفض درجة حرارة العملية بشكل فعال؛ وعلى العكس من ذلك، فإن تقليل سرعة وحدة التغذية يؤدي إلى رفع درجة حرارة العملية بشكل فعال. تؤثر التغييرات في سرعة وحدة التغذية أيضًا على جودة تشتت المنتج. لذلك، يجب النظر في التعديلات على سرعة وحدة التغذية بشكل كلي، بهدف تحقيق عملية إنتاج مستقرة للأصبغة الرئيسية وضمان جودة المنتج النهائي.
07 سرعة المسمار الرئيسية
سرعة المسمار الرئيسية هي سرعة دوران البراغي. مع سرعة التغذية الثابتة، فإن التغيير في سرعة اللولب الرئيسي يؤثر بشكل مؤقت فقط على معدل البثق قبل أن يعود تدريجيًا إلى وضعه الطبيعي. يكمن الدور الرئيسي لسرعة اللولب في تشتت القص، وهو عامل حاسم آخر للتحكم في جودة المنتج. وهذا يتطلب التنسيق بين درجة الحرارة ومعدل القص. تتطلب بعض المنتجات قصًا عاليًا، مما يستلزم سرعات لولبية أعلى. ويتطلب البعض الآخر قصًا منخفضًا، مما يتطلب سرعات أقل - وبطبيعة الحال، قد يتطلب تحقيق القص المنخفض أيضًا تعديلات على درجة حرارة العملية. لكل آلة حد أقصى للسرعة، والذي يجب احترامه بهامش أمان مناسب.
08 ضغط الذوبان
يتم الاحتفاظ بضغط الذوبان بشكل عام أقل من 1 ميجا باسكال. يتعلق الأمر بحجم شبكة حزمة الشاشة وفعالية تشتت الصباغ ودرجة حرارة الذوبان واللزوجة. شبكة شاشة أصغر، وتشتت صبغات أقل، ولزوجة ذوبان أقل تؤدي إلى ارتفاع الضغط؛ وعلى العكس من ذلك، فإن الضغط أقل. يعد ضغط الذوبان انعكاسًا شاملاً لعوامل متعددة؛ وتجنب الأحكام المبسطة أو التعسفية بناءً على ذلك وحده. ومع ذلك، يمكن أن يكون بمثابة مرجع مفيد لضبط العملية ومراقبة حالة تشتت المنتج.
09 تكوين حزمة الشاشة واستبدالها
تخدم حزم الشاشة وظائف مثل الترشيح وزيادة القص عن طريق التسبب في التدفق العكسي للذوبان. ويجب تكوينها واستبدالها بشكل معقول وفقًا لمتطلبات المنتج والجودة المحددة.
10 التركيز البيئي لـالطارد المزدوج اللولب
تتمثل الاهتمامات البيئية الرئيسية لأجهزة البثق ثنائية اللولب فيما يلي: أولاً، الغبار عند فتحة التغذية؛ ثانيًا، الغازات من منافذ التهوية ورأس القالب؛ وثالثا، معالجة مياه التبريد. وينبغي بذل الجهود لالتقاط هذه الأشياء وتصفيتها وجمعها بشكل شامل للتخلص منها بشكل سليم.

باختصار، درجة الحرارة هي المتغير الأساسي الذي يمر عبر عملية البثق المزدوجة اللولب بأكملها. إنها مقترنة بإحكام مع معلمات مثل معدل التغذية، وسرعة اللولب، والضغط، والتي تحدد بشكل جماعي الذوبان، والنقل، والتشتت، والتهوية، والتشكيل النهائي للمادة. تعتمد عملية البثق المستقرة وعالية الجودة على التحكم الدقيق والشامل لنظام درجة الحرارة.
إذا كنت بحاجة إلى مزيد من المعلومات،نينغبو فانجلي التكنولوجيا المحدودةيرحب باستفسارك. سوف نقدم التوجيه الفني المهني أو اقتراحات شراء المعدات.
إرسال استفسار

X
نحن نستخدم ملفات تعريف الارتباط لنقدم لك تجربة تصفح أفضل، وتحليل حركة مرور الموقع، وتخصيص المحتوى. باستخدام هذا الموقع، فإنك توافق على استخدامنا لملفات تعريف الارتباط.
سياسة الخصوصية