 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


مقدمة لعملية بثق الأنابيب، المعدات، عيوب الجودة، إلخ.
نينغبو فانجلي التكنولوجيا المحدودةهو أالشركة المصنعة للمعدات الميكانيكيةمع أكثر من 30 عامًا من الخبرةمعدات بثق الأنابيب البلاستيكية,حماية البيئة الجديدة ومعدات المواد الجديدة.منذ تأسيسها، تم تطوير Fangli بناءً على متطلبات المستخدم. من خلال التحسين المستمر والبحث والتطوير المستقل على التكنولوجيا الأساسية وهضم واستيعاب التكنولوجيا المتقدمة وغيرها من الوسائل، قمنا بتطويرهاخط بثق الأنابيب البلاستيكية,خط بثق الأنابيب PP-R, خط بثق أنابيب الغاز/إمدادات المياه PEوالذي أوصت به وزارة البناء الصينية لاستبدال المنتجات المستوردة. لقد حصلنا على لقب "العلامة التجارية من الدرجة الأولى في مقاطعة تشجيانغ".
1. تدفق العملية
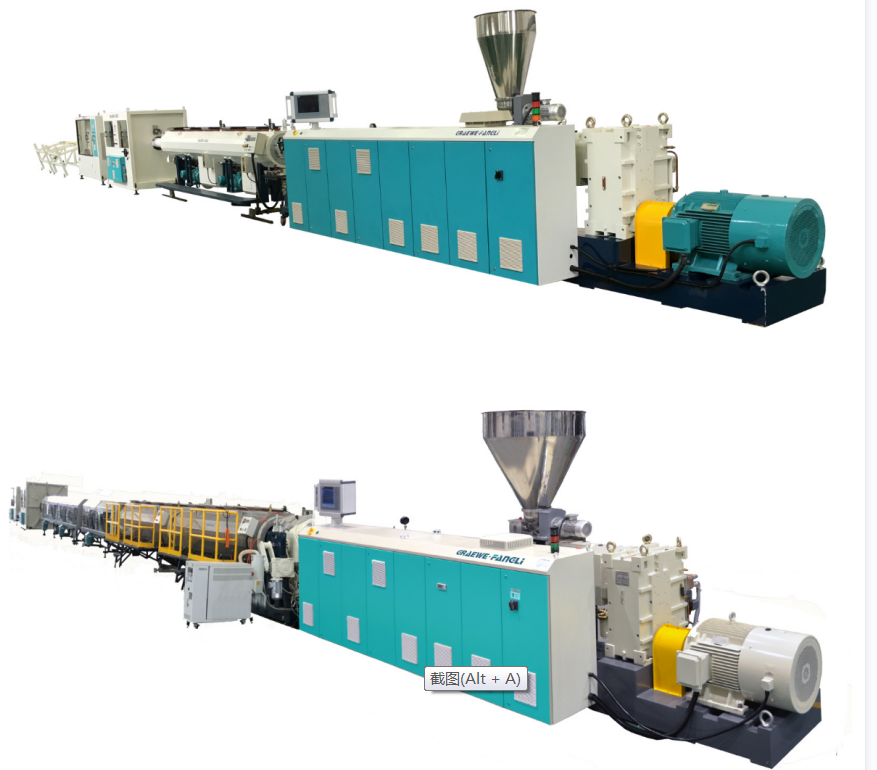
حاليًا، تعد أنابيب PVC وPO من المنتجات ذات الحجم الأكبر محليًا ودوليًا.الشكل 1يوضح مخطط تدفق عملية الإنتاج لأنابيب البولي أوليفين (PO). تتم تغذية البلاستيك في قالب الفجوة الحلقي (2) بواسطة المسمار على شكل ذوبان ملدن بشكل موحد، مما يؤدي إلى بثق أنبوب الأنابيب. ويدخل هذا على الفور إلى وحدة المعايرة (3) للتبريد والتحجيم، ثم يخضع لمزيد من التبريد الكافي في خزان التبريد (4). يتم سحب الأنبوب بسرعة ثابتة بواسطة القابل للتعديلوحدة السحب(6)، وأخيراً قطعها إلى أطوال محددة بواسطة القاطع (7). يمكن لف الأنابيب ذات الجدران الرقيقة التي يقل قطرها عن 160 مم إلى لفات بواسطة اللفاف (9).

الشكل 1: رسم تخطيطي لتدفق عملية إنتاج أنابيب PO
1 ---الطارد; 2 ---يموت الأنابيب; 3 ---كم المعايرة;
4 ---تبريد معايرة الفراغ; 5 ---خزان التبريد;
6 ---وحدة السحب; 7 ---القاطع;
8 --- الطابعة؛ 9 ---كويلر
ثانيا. العملية والمعدات
لإنتاج أنابيب PO، أعالية الكفاءة الطارد برغي واحديجب أن يتم اختياره. تستخدم منطقة التغذية برميلًا محززًا محوريًا. تبلغ نسبة طول المسمار إلى القطر (L/D) 30–33:1. هيكل اللولب عبارة عن تصميم من مرحلتين بعمق ودرجة متفاوتة: الخطوة في قسم التغذية أقل من قطر المسمار، في حين أن الخطوة في قسمي الذوبان والتجانس أكبر من قطر المسمار. لتعزيز كفاءة الخلط، تم تجهيز بعض البراغي بعناصر رأس خلط إضافية. هذا النوع من آلات البثق أحادية اللولب يقدم إنتاجًا عاليًا نسبيًا وتلدينًا جيدًا. على سبيل المثال، يمكن لآلة البثق أحادية اللولب بقطر لولبي 90 مم أن تحقق إنتاجًا يتجاوز 600 كجم/ساعة. علاوة على ذلك، فإن إنتاج أنابيب PO المملوءة بكربونات الكالسيوم، أو كبريتات الباريوم، أو دقيق الخشب، أو الألياف الزجاجية تستخدم عادةً طاردات لولبية مزدوجة تشارك في الدوران.
إن إنتاج الأنابيب البلاستيكية يشبه بشكل أساسي إنتاج أنابيب PO. يشيع استخدامها هي مخروطية الشكل أو متعاكسة الدورانبثق مزدوج اللولب متوازيمما يسمح بالبثق المباشر لمسحوق المزيج الجاف. يتراوح إنتاجها من 10 كجم/ساعة للأنابيب ذات القطر الصغير إلى 1100 كجم/ساعة للأنابيب ذات القطر الكبير. لقد زادت نسبة اللولب L/D من 18:1 الماضية إلى 25:1. على سبيل المثال، أالطارد المزدوج المسماربقطر لولبي 90 مم يمكن أن يحقق إنتاجًا يتجاوز 300 كجم/ساعة.
كما يتبين من الشكل 1، تتكون معدات بثق الأنابيب بشكل أساسي من خزان مياه التبريد،وحدة السحب, القاطع, com.com.coiler، أو طاولة التفريغ.
عندما يخرج الأنبوب من وحدة المعايرة والتبريد، لا يتم تبريده بالكامل إلى درجة حرارة الغرفة. إذا لم يتم تبريدها بشكل أكبر، فإن التدرج الحراري الموجود في الاتجاه الشعاعي لجدار الأنبوب يمكن أن يتسبب في تليين الطبقة الخارجية المتصلبة بالفعل مرة أخرى بسبب ارتفاع درجة الحرارة، مما يؤدي إلى التشوه. من ناحية أخرى، يجب أن يتحمل الأنبوب أيضًا الضغوط الناتجة عن معدات السحب والقطع واللف. لذلك، يجب إزالة الحرارة المتبقية، وتبريد الأنبوب إلى درجة حرارة الغرفة. تشمل طرق التبريد الحمام المائي والتبريد بالرش. في خزان تبريد الحمام المائي، يجب أن يغمر مستوى الماء الأنبوب بالكامل. يتم تقسيم الخزان إلى عدة أقسام. يتم ضبط مدخل ماء التبريد في القسم الأخير، مما يجعل اتجاه تدفق الماء معاكسًا لاتجاه بثق الأنبوب، مما يخلق تدرجًا في درجة حرارة التبريد. وهذا يؤدي إلى تبريد الأنابيب بشكل تدريجي وتقليل الضغط الداخلي. يجب ألا تتجاوز المسافة بين خزان مياه التبريد ووحدة المعايرة/التبريد عُشر إجمالي طول التبريد؛ وإلا فإن الفرق في درجة الحرارة بين الجدار الخارجي للأنبوب ومياه التبريد قد يزيد بشكل مفرط. على الرغم من أن طريقة الحمام المائي بسيطة، إلا أن اختلافات درجة الحرارة بين طبقات الماء العلوية والسفلية في الخزان يمكن أن تسبب تبريدًا غير متساوٍ وثني الأنبوب. بالإضافة إلى ذلك، يمكن لقوى الطفو المؤثرة على الأنبوب أن تسبب تشوهًا بسهولة، مما يجعل هذه الطريقة غير مناسبة بشكل خاص لتبريد الأنابيب ذات القطر الكبير.
وظيفةوحدة سحب الأنابيبهو توفير سرعة وقوة سحب معينة للأنبوب ذي الحجم والمبرد بالفعل، والتغلب على قوة الاحتكاك الناتجة عن جهاز التحجيم الموجود على الأنبوب، وبالتالي سحب الأنبوب للخارج بسرعة ثابتة إلى طاولة اللفاف أو التفريغ. تعتبر وحدة السحب واحدة من القطع الرئيسية للمعدات النهائية لإنتاج الأنابيب ويجب أن تلبي المتطلبات التالية.
(1)المسافاتيجب أن تكون السرعة قادرة على الضبط السلس وغير المتدرج، مما يضمن سرعة ثابتة في النقل. سوف تتسبب سرعة السحب غير المستقرة في تقلب قطر الأنبوب. يجب أن تكون سرعة السحب منسقة بشكل وثيق مع سرعة البثق. يتم ضبط سمك جدار الأنبوب من خلال تنظيم سرعة التفريغ: تؤدي سرعة التفريغ الأبطأ إلى جدران أكثر سمكًا، وتؤدي السرعة الأسرع إلى جدران أرق. يعد اختيار سرعة النقل الصحيحة طريقة فعالة لضمان مطابقة أبعاد المنتج. يمكن للتصميمات الحديثة تحقيق أقصى سرعة سحب تصل إلى 30 م/دقيقة.
(٢) ثابتمسافاتيجب الحفاظ على القوة، دون أي ظاهرة دفع وسحب، وإلا فإنها يمكن أن تسبب عيوب التموج السطحي على الأنبوب. مطلوب أيضًا قوة سحب كافية. تزداد قوة السحب المطلوبة مع منطقة الاتصال وتحجيم الضغط الشعاعي. بالنسبة للأنابيب الصغيرة والمتوسطة القطر، تكون قوة السحب بشكل عام 100-600 نيوتن؛ أما بالنسبة للأنابيب ذات القطر الكبير، فهي بشكل عام 800-10000 نيوتن.
(3) قوة التثبيتوحدة السحبيجب أن يكون القابض قابلاً للتعديل وقادرًا على إمساك الأنابيب بأقطار مختلفة دون التسبب في تلف السطح أو تشوهه. حاليا، يتم استخدام القابضون من نوع كاتربيلر على نطاق واسع. تتكون هذه من 2 إلى 12 مسارًا مرتبة بالتساوي حول الأنبوب. يتم تضمين المسارات مع عدد معين من كتل التثبيت المطاطية/البلاستيكية، معظمها مقعرة أو مائلة لزيادة المساحة التي تطبق ضغطًا شعاعيًا على الأنبوب. يتم تحقيق تعديل قوة التثبيت من خلال آليات هوائية، أو هيدروليكية، أو صواميل لولبية. يزداد عدد المسارات مع قطر الأنبوب.
بعد أن يتم سحب الأنبوب إلى طول معين، يجب قطعه إلى الطول. تأتي القواطع في أنواع مختلفة، يتم اختيارها على أساس قطر الأنبوب وسمك الجدار، ونوع المادة، وطول القطع، وجودة القطع، وشكل القطع، وما إلى ذلك. إن القواطع الأوتوماتيكية من النوع المقصلة والمناشير الشعاعية الدائرية مناسبة لقطع الأنابيب الصغيرة والمتوسطة القطر؛ القواطع الأوتوماتيكية الكوكبية مناسبة للأنابيب ذات القطر الكبير. عند تلقي أمر القطع، يمسك القاطع الأنبوب بمشبك ويتحرك في اتجاه سحب الأنبوب أثناء إكمال عملية القطع. بعد القطع، تقوم آلية تعمل بالهواء المضغوط بدفعها مرة أخرى إلى وضع إعادة الضبط.
طاولة اللف والتفريغ. فقط الأنابيب التي لا تتشوه أثناء الثني يتم لفها في ملفات باستخدام اللفاف، مع القطع والتفريغ التلقائي. تتم مزامنة السرعة الخطية لللف مع سرعة البثق ويمكن تعديلها بدون خطوات. عندما تكون سرعة البثق أقل من 2 م/دقيقة، يتم استخدام آلة اللف ذات المحطة الواحدة بشكل عام؛ عندما تتجاوز سرعة البثق 2 م/دقيقة، يجب استخدام ماكينة لف ثنائية المحطات أو حتى متعددة المحطات.
ثالثا. العوامل الرئيسية للسيطرة على عيوب الأنابيب
باتباع ترتيب تدفق العملية في الشكل 1، يتم سرد العوامل الرئيسية ذات الصلة للقضاء على عيوب الجودة أدناه.
(1)قسم التغذية:صياغة المواد الخام. شكل وحجم المواد الخام. طريقة التلوين طريقة التجفيف مزج المواد المعاد تدويرها/المعاد تدويرها؛ أنواع وقياس المواد المضافة. قدرة التبريد لحلق القادوس.
(2)الطارد: قطر المسمار نسبة المسمار L/D؛ نسبة ضغط المسمار. نوع هيكل المسمار. سرعة المسمار أداء التنفيس؛ التحكم في درجة الحرارة المسمار. التحكم في تسخين وتبريد البرميل ؛ ملامح درجة الحرارة على طول مناطق الطارد؛ عزم دوران الطارد استهلاك الطاقة محول؛ اختيار درجة الحرارة والتحكم فيها لمغير الشاشة؛ نوع حزمة الشاشة ومواصفاتها.
(3)يموت:فجوة الموت؛ طول الأرض نوع هيكل القالب؛ شكل قناة التدفق توزيع الذوبان ضبط درجة الحرارة والتحكم فيها؛ ضغط رأس القالب؛ التحكم في سمك الجدار.
(4) المعايرة والتبريد:طريقة المعايرة أبعاد المعايرة؛ مستوى فراغ مربع فراغ أو معايرة الضغط الداخلي أنبوب ضغط الهواء وطول؛ ختم نظام المعايرة. وقت المعايرة؛ معدل تدفق مياه التبريد. درجة حرارة ماء التبريد طريقة التبريد.
(5)خزان مياه التبريد:طريقة التبريد تخطيط أنابيب المياه. معدل تدفق مياه التبريد. طول خزان التبريد درجة حرارة ماء التبريد فعالية تبريد الأنابيب.
(6)وحدة السحب: سرعة السحب والتحكم؛ معايرة قوة السحب؛ قوة التثبيت والتحكم؛ عدد المسارات والطول الفعال؛ صلابة السطح وشكل كتل التثبيت. سطح الاتصال السحب.
(7) القاطع: نوع القاطع؛ ملف تعريف أسنان شفرة المنشار والمواد ؛ آلية إعادة الضبط جمع الرقائق وإزالة الغبار؛ التحكم في الضوضاء الحد من إعداد النظام؛ آلية لقط نظام القيادة والطاقة. نظام عمل القطع التلقائي.
(8)طاولة اللف والتفريغ: السيطرة على التوتر. نظام أوامر قطع الطول؛ اختيار محطة اللفاف. قطر اللف إشارة عمل التفريغ؛ لف السرعة الخطية.
(9) الملحق:شروط الإنتاج الآلي:قياس سمك الجدار. التحكم في القطر الخارجي قياس الوزن وإحصاءات الإنتاج؛ حالة تشغيل مضخة ذوبان التروس ؛ نظام توسيط القالب.
إذا كنت بحاجة إلى مزيد من المعلومات،نينغبو فانجلي التكنولوجيا المحدودةترحب بكم للاتصال للحصول على استفسار مفصل، وسوف نقدم لك التوجيه الفني المهني أو اقتراحات شراء المعدات.
إرسال استفسار

X
نحن نستخدم ملفات تعريف الارتباط لنقدم لك تجربة تصفح أفضل، وتحليل حركة مرور الموقع، وتخصيص المحتوى. باستخدام هذا الموقع، فإنك توافق على استخدامنا لملفات تعريف الارتباط.
سياسة الخصوصية